

我们精心制作的【衬塑】衬塑复合管精心打造产品视频已经准备就绪,【解锁新品!】【衬塑】衬塑复合管精心打造产品视频,带你穿越新品体验之旅!
以下是:【衬塑】衬塑复合管精心打造的图文介绍
展望未来,鸿顺管道科技有限公司不是一味的追求什么规模,而是生产出优质 重庆丰都热镀锌钢管厂家、钢塑复合管厂家、衬塑复合管厂家、涂塑钢管厂家产品,为客户服务,让客户心中永远记得有这样一个重质量,守诚信的单位,永远存在于广大客户的心中。




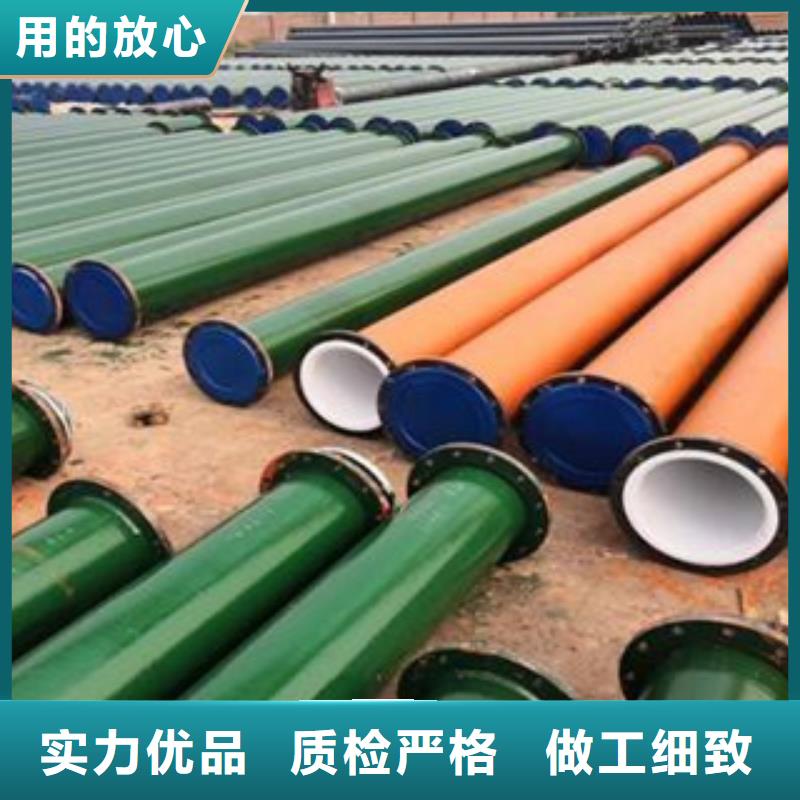
衬塑钢管适用于公称通径不大于500mm的给水衬塑钢管。涂塑钢管适用于公称通径不大于1200mm的给水涂塑钢管。连接方式衬塑钢管接应符合GB/T9119标准的要求。沟槽连接应符合GB5135.11标准的要求。丝扣连接应符合GB/T7306.1标准的要求。衬塑钢管技术要求:设备制造验收规范按HGJ92-90标准、GHJ33-91标准,焊缝按GB13985-88标准;选用JG-873型电火花孔探伤仪,输出电压5KV-30KV探头在防腐衬里层表面以移动速度不超过50mm/s探测,以不击穿为合格。衬塑钢管应用领域:广泛应用于石油、化工、化纤、氯碱、染料、农药、医药、环保、冶炼、电力等行业的介质输送及环保处理系统、饮水工程及给排水工程。



衬塑防腐设备的滚动辊圆周速度宜控制在40转/分以内,但不低于2转/分,一般管径越大速度越慢。停转时,卸下密封面工装后 次找平并冷却塑层,直至密封面光亮,光滑,凝固。冷却时必须转动,防止可能因温度局部过高而流淌影响使用及美观。法兰拐角等较厚地方可采取湿布、喷雾等方法在外部快速降温。局部降温速度不宜太快,冷却水等不得接触衬层,防止衬层收缩过大,引起分层或剥离。时间一般不超过2min,且滚动架上转速应低于30转/分。表面稍粗糙或平面度稍起伏,可用火焰或加热炉均匀加热,但避免因局部温度过高或燃烧而成黄色。衬塑防腐设备的衬塑事项就介绍到这里了,只有掌握正确的衬塑事项,我们才能避免操作过程中出现误差,所以以上介绍的几点注意事项,希望厂家和操作人员都能特别注衬塑钢管内衬层材质有哪些


内衬聚丙烯(PP-R)钢管的内衬塑料应符合GB/T18742.2对塑料的要求。内衬硬聚氯乙烯(PVC-U)钢管的内衬塑料应符合GB/T10002.1对塑料的要求内衬氯化聚氯乙烯(PVC-C)钢管的内衬塑料应符合GB/T18993.2对塑料的要求基管为直缝焊管的应符合GB/T3091对基管的要求。基管为无缝焊管的应符合GB/T8163对基管的要求。基管为螺旋缝埋弧焊管的应符合SY/T5037对基管的要求。涂塑钢管
给水涂塑钢管应符合CJ/T120标准的要求。聚乙烯粉末的性能应符合CJ/T120标准的要求。环氧树脂粉末的性能应符合CJ/T120标准的要求,基管为直缝焊管的应符合GB/T3091对基管的要求。基管为无缝焊管的应符合GB/T8163对基管的要求。基管为螺旋缝埋弧焊管的应符合SY/T5037对基管的要求。
给水涂塑钢管应符合CJ/T120标准的要求。聚乙烯粉末的性能应符合CJ/T120标准的要求。环氧树脂粉末的性能应符合CJ/T120标准的要求,基管为直缝焊管的应符合GB/T3091对基管的要求。基管为无缝焊管的应符合GB/T8163对基管的要求。基管为螺旋缝埋弧焊管的应符合SY/T5037对基管的要求。


